
Manufacturing has changed more in the last five years than in the previous twenty-five. Shop floors that once ran on clipboards, whiteboards, and tribal knowledge now sit at the centre of a much bigger picture connected machines, real-time KPIs, predictive maintenance, and cross-plant analytics.
The factories that adapt are pulling ahead. The ones that don’t are quietly losing ground every quarter.
This is precisely the change for which SAP Digital Manufacturing (SAP DMC), formerly known as SAP MES, was designed. As the next-generation cloud-based system that succeeds older MES systems, SAP DMC allows for the creation of a truly smart factory for manufacturing enterprises.
In this blog post, we will examine what SAP DMC can do and why it’s important, along with how an SAP partner company makes the magic happen.
What SAP Digital Manufacturing (DMC) Really Is?
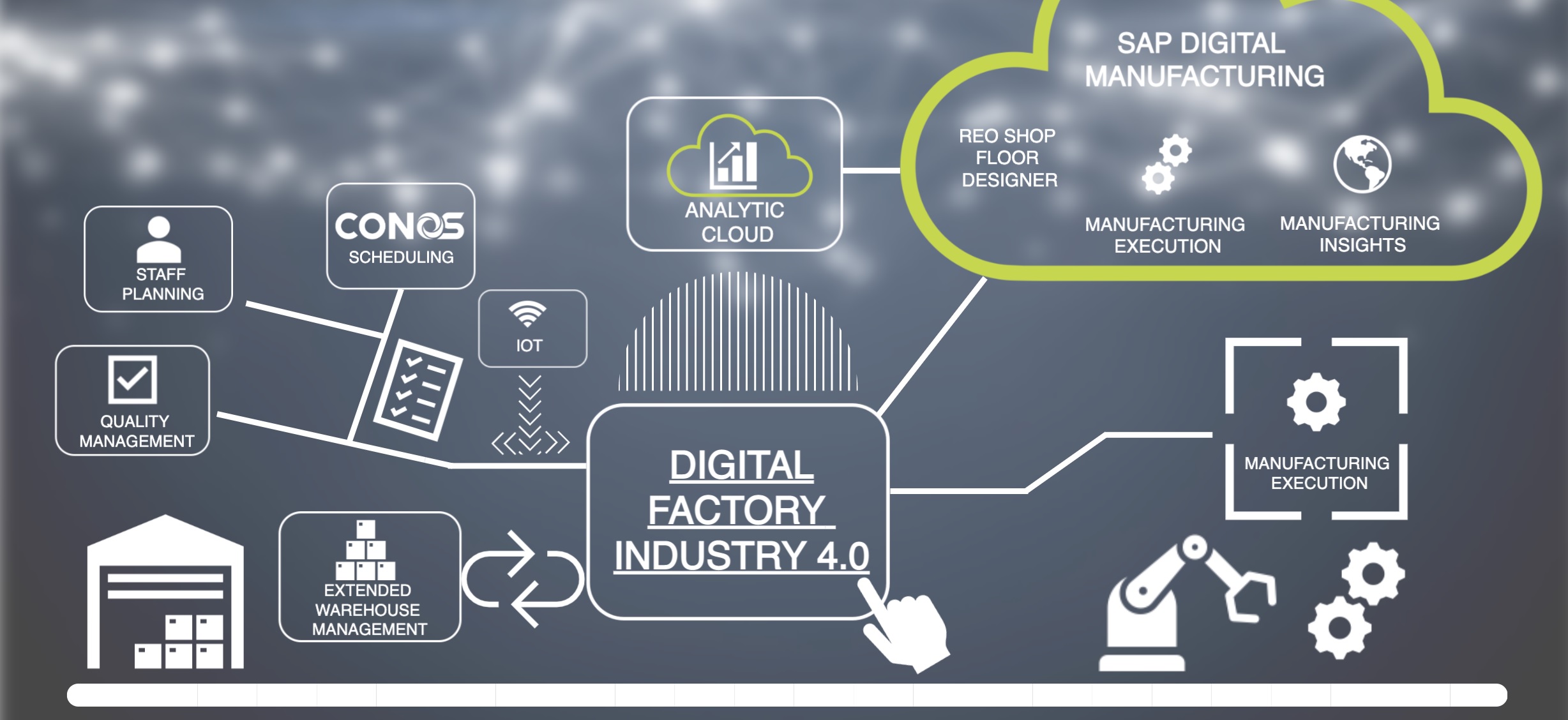
Put simply, SAP DMC is a cloud MES and analytics solution that leverages the SAP Business Technology Platform (BTP). It acts as a middleware layer between the upper layer, which can be either SAP S/4HANA or SAP ECC, and the lower layer, which comprises the machines and people who perform tasks on the shop floor.
Where a traditional MES was usually a rigid, on-premise system locked to a single plant, SAP DMC works very differently. It runs in the cloud, scales across plants and geographies, connects to IoT-enabled equipment out of the box, and pushes new features automatically every quarter.
It is, in many ways, the logical extension of an enterprise’s existing SAP software investment into Industry 4.0.
The system is made up of three components that are interrelated to each other:
- DMC for Execution: the engine responsible for converting production orders into digital work instructions as well as collecting data in real time from operators and machinery.
- DMC for Insights: The analysis engine that converts shop-floor data into KPIs and insights that management will find useful.
- DMC for Resource Orchestration: The engine that ensures the optimal use of manpower, machinery, and tools during the manufacturing process.
Together, these modules give manufacturers something that has historically been difficult to achieve: a single, unified view of what is happening across every machine, every shift, and every plant.
Why Smart Factories Run on SAP DMC
The term “smart factory“ is used rather broadly. In fact, there are three functions that characterize a smart factory, namely, connection, learning, and adaptability. All of these functions are supported by SAP DMC.
In terms of connectivity, SAP DMC natively interfaces with SAP S/4HANA, SAP ECC, SAP EWM, and third-party applications via APIs. SAP Plant Connectivity (PCo) and Edge Services enable the collection of machine data, IoT sensor data, and PLC messages in the cloud, which older MES systems could not do.
On learning, the platform leverages machine learning and AI to spot patterns that a human team could not track manually. A traditional MES tells a plant manager what the OEE was yesterday.
DMC tells the plant manager why OEE is dropping right now and which machine looks likely to fail in the next 48 hours. That shift from descriptive to predictive analytics is where most of the productivity gains come from.
On adaptability, DMC’s cloud model means new features and security updates roll out continuously. There is no painful upgrade cycle every two years. Plants can scale up new lines or roll out the system to new locations without having to stand up fresh hardware each time.
Key Capabilities Worth Learning
There are various capabilities that usually account for most of the value generated by SAP DMC for manufacturers:
- Paperless work instructions to eliminate manual travel documents and minimise operator mistakes
- WIP tracking ensures complete traceability of Work In Progress (WIP), inventory, and serial numbers.
- Quality control that includes inspection and defect management
- Predictive maintenance with the use of sensors and artificial intelligence
- Uniform OEE metrics, scrap rates, yield calculations, and perfect order performance across the board
- Certified operators are allowed to operate equipment and machinery only
Why are these features important?
They eliminate the silent margin killers present in manufacturing plants across the globe, namely, lack of proper reporting, suboptimal decisions, silos of information, and reactive maintenance approaches.
Use Cases Across Industries
SAP DMC is built to serve both discrete and process manufacturing environments, giving it a broad industry footprint.
Automotive and component manufacturers use DMC to standardise OEE measurement across global plants and to manage the complex genealogy required for warranty and recall scenarios.
Industrial equipment makers lean on DMC’s serialisation and traceability features to handle long-cycle, configure-to-order production. Pharmaceuticals and life sciences companies use it for compliance-grade batch records and electronic batch release.
Food and beverage firms apply it to recipe management, allergen tracking, and cross-plant performance benchmarking.
Renewable energy and process industries use the platform to harmonise master data between legacy mainframes and modern SAP environments.
The thread running through every one of these examples is the same: visibility, traceability, and the ability to make decisions in minutes rather than days.
The Tangible Benefits Leadership Actually Cares About
Plant managers care about uptime. CFOs care about margin. CEOs care about scale. SAP DMC delivers benefits that align with all three.
Plant managers need uptime. CFOs need margins. CEOs need scale. SAP DMC helps you achieve all three.
The following points are stated by companies that follow DMC principles:
- A rise in the OEE during the first year.
- Lower machine breakdowns because of predictive maintenance.
- Shorter time to market owing to digital education.
- Cost savings from observation due to automated traceability.
- Real-time monitoring globally without having to depend on the PowerPoint slides each month.
However, if DMC performance is paired with S/4HANA, all layers where the business processes intersect with the execution processes on the shop floor can finally be combined into a single layer.
Why the Right SAP Partner Company Makes the Difference
DMC is quite effective; however, it is not something that you can just plug into your system. For an effective implementation to occur, there are some critical aspects you need to take into account, such as seamless integration with the existing SAP environment, proper alignment of master data, and true change management at the shop floor level.
While an excellent implementation partner will provide industry best practices, accelerators, certified partners, and practical knowledge only gained through conducting several DMC projects, a poorer partner will only make themselves known after integration issues arise, when OEE definitions are discussed endlessly, or when operators resort to reverting to paper.
Highbar Technocrat is undoubtedly one of the most trustworthy SAP partnership companies for Indian and other manufacturers. Being a SAP Gold Partner with more than 14 years of SAP implementation experience, strong background in manufacturing, infrastructure, and EPC, and being the winner of such recent awards as the SAP Net New Business Partner of the Year 2024 and the Customer Transformation Award for SAP Partners Kick-Off Meet 2026, Highbar Technocart combines professional competence and industry expertise.
This company offers the integration of DMC along with a wide range of SAP software products, S/4HANA transformation, RISE with SAP, GROW with SAP, application management services, and analytics, and thus allows manufacturers to integrate solutions from one vendor only.
The CMMI Level 5 delivery criteria, along with certified consultants and a strong performance in renowned industrial companies, complete the proposal. This yields a smart factory initiative that is operational, scalable, and profitable.
The Bottom Line
The concept of smart factories is no longer something that belongs just to flagship factories. Smart factories are increasingly becoming the bare minimum required to ensure that a company has a competitive advantage in terms of costs, quality, and efficiency.
With the help of SAP Digital Manufacturing, leaders can create such factories using a cloud-based approach.
The technology, however, delivers its full value only when paired with an experienced SAP partner that understands both the software and the shop floor.
Highbar Technocrat brings that combination together and helps manufacturers turn DMC into a genuine business advantage.
Comments are closed.